La pirografia è una
disciplina che utilizza il calore per marcare dei tratti di qualunque forma su
vari materiali: legno, cuoio o sughero; lo strumento che si usa, il pirografo,
assomiglia molto ad un saldatore per stagno e funziona in maniera molto simile,
nel senso che utilizza la corrente elettrica per creare sulla punta un
riscaldamento che crea delle bruciature sul materiale su cui si sta
lavorando.

Nel pirografo si
utilizzano varie punte, costituite generalmente da fili di nichel-cromo curvati
in vari modi, per ottenere diversi tipi di bruciature con risultati estetici
differenti.

Al contrario di un
disegno effettuato con una matita o con un altro strumento da disegno, la
bruciatura che il pirografo produce risulta permanente ed indelebile; una volta
completato il disegno (se è fatto su un materiale legnoso), lo si può
proteggere dallo sporco trattandolo con una vernice trasparente, che inoltre
esalta i tratti del pirografo.

In funzione della
punta che si monta e della pressione che si esercita, si possono ottenere segni
più leggeri e sottili, oppure più profondi e quindi più marcati e più spessi.

Naturalmente, se non
si è dei veri artisti, prima di intervenire con il pirografo ci si deve aiutare
con un disegno a matita tracciato sul supporto, oppure ricalcando una figura
con l’interposizione di un foglio di carta carbone; in caso di disegni verticali
particolarmente grandi si può ricorrere all’uso di un episcopio o di un
proiettore che mette a fuoco un’immagine su una parete.
Comunque l’importante
è poter disporre di una traccia da seguire per poter eseguire col pirografo le
linee fondamentali del disegno che si vuole ottenere e successivamente si
esegue l’eventuale arricchimento di ombre o sfumature.
Se vogliamo utilizzare
il pirografo sul legno, poiché le bruciature che vengono prodotte risultano di
colore marrone scuro, è ovvio che conviene scegliere dei tipi di legno che
abbiano una tonalità contrastante, quindi piuttosto chiara. I materiali legnosi
più usati sono i compensati ed i multistrati, prevalentemente di pioppo, di
abete o di betulla; questo è dovuto, oltre alla loro facile reperibilità, al
fatto che sono già piani e questo significa che ci si può disegnare sopra come
su un foglio di carta.

Rispetto ad un disegno
fatto con la matita, che si può cancellare con una gomma se si è fatto un
errore, con la pirografia bisogna asportare il segno usando una carta vetrata
fine; fra l’altro una carteggiatura con carta fine è utile prima di cominciare
ogni lavoro per ottenere un pannello perfettamente liscio.

Poiché mi interessava
approfondire l’argomento e vedere dal vivo i risultati che mi era capitato di
osservare solo in fotografia, sono andato a trovare un esperto di questa
tecnica: Maurizio Lava, titolare di “La Bottega delle idee” di Panico, vicino a
Sasso Marconi in provincia di Bologna.
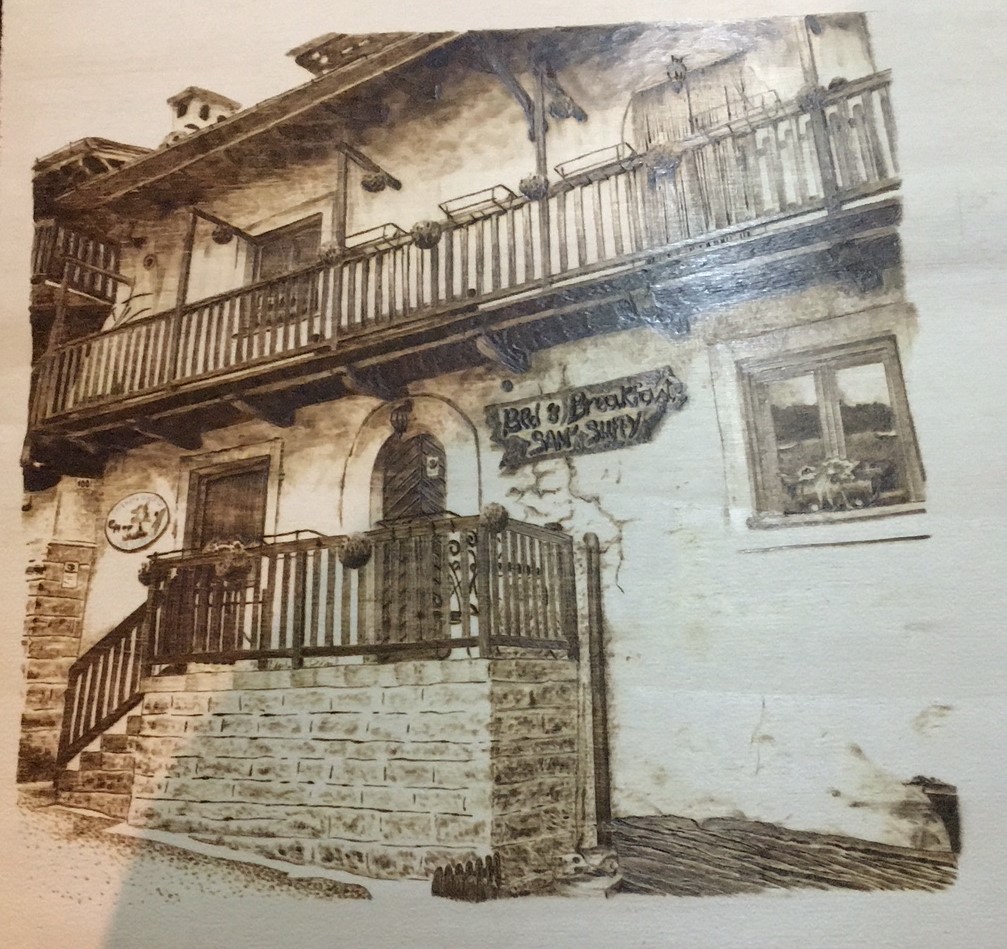
Lui ha fatto del suo
iniziale hobby un lavoro che effettua da alcuni anni per privati ma anche per
aziende, visto che può emettere fattura per le opere che esegue, di cui avete
avuto qualche esempio nel corso di questo articolo.
Per chi volesse
contattarlo il suo indirizzo di posta elettronica è: zizio1818@me.com in alternativa è disponibile al
numero: 393 8045197.
















